




















































































Has This Happened to You?
You are staring at a chlor-alkali cell that has been down for three days. The rubber lining is blistered. Ọzọ. The maintenance crew is grumbling. Nke mmepụta manager is asking about the overtime budget. And you are wondering: Is there a lining that just… works?

We have been there, too. For decades, operators wrestled with rubber and coated ígwè linings in membrane and diaphragm cells. They fail. They delaminate. They let chlorine gas attack the steel backing. Then you are patching, replacing, and losing money.
That frustration is why we started specifying explosion clad nickel alloy plate for chlor-alkali cell linings. This article is a straight comparison: traditional rubber/coated linings versus explosion bonded nickel alloy clad plate. No fluff. Just what works.
1. Nguzogide corrosion: The Non-Negotiable
In a chlor-alkali cell, you are dealing with a chemical nightmare. Wet chlorine gas. Na-ekpo ọkụ, acidic anolyte. Caustic soda at 80–100 °C. Rubber and coatings can only take so much. Once a pinhole forms, nke corrosion race begins.
Rubber and coated linings
- Prone to pinhole corrosion at the interface.
- Limited chemical resistance at elevated temperatures (above 80 Celsius C).
- Blistering from hydrogen permeation in catholyte.
Explosion clad nickel alloy plate
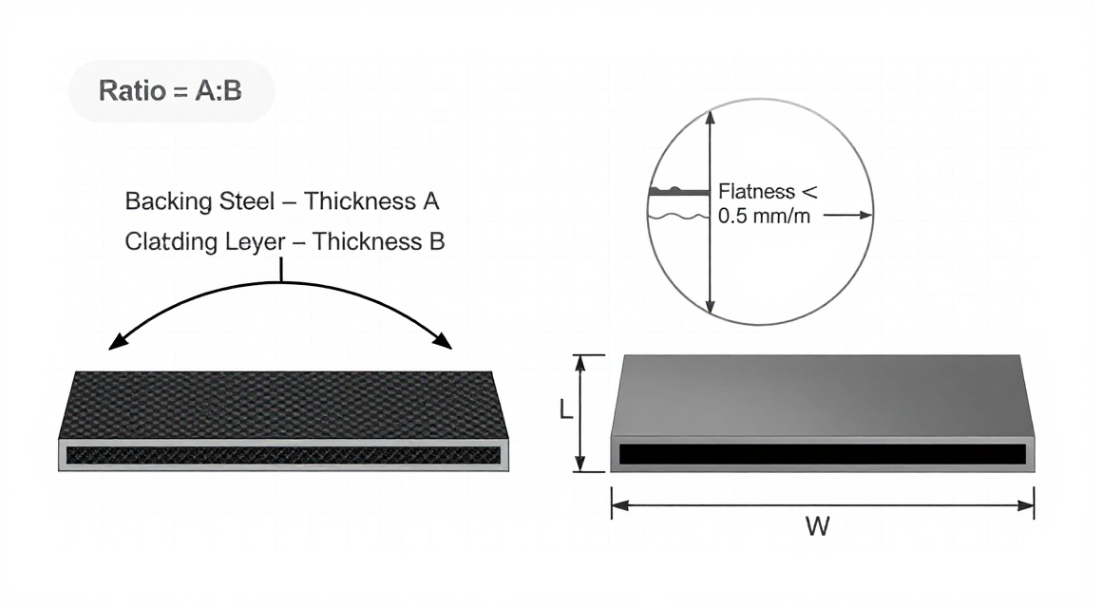
- Solid metallurgically bonded nickel alloy cladding (Inconel 625, Hastelloy C276, Ego 400) directly exposed to process.
- Excellent resistance to chlorine gas attack na caustic stress corrosion cracking.
- No pinhole pathways — the cladding is dense, wrought metal.
Many users on Reddit’s chemical engineering threads have shared stories: rubber linings that needed full replacement after 18 ọnwa, versus mgbawa clad linings that still looked factory-fresh after 5 years in the same duty.
2. Bond Integrity: The Hidden Failure Mode
Even the best rubber lining is only as good as the glue holding it down. Oge n'aga, temperature swings and chemical wicking at edges destroy the adhesive bond. Then you get gaps. Crevice corrosion underneath. Catastrophic failure.
Njikọ mgbawa: a different beast
Explosion welding creates a true metallurgical bond — not a glue, not a weld overlay. The nickel alloy and the carbon steel backing (like SA516 Gr.70) fuse at the atomic level. There is no interface gap. No place for brine or chlorine to hide.
Key difference: With explosion clad plate, the bond shear strength typically exceeds 150 MPa (21,750 psi). Rubber linings? They peel at a fraction of that force.
3. Thermal Cycling and Operating Temperatures
Chlor-alkali cells don’t run at a steady state. You have startups, shutdowns, and process upsets. Temperatures swing. Rubber expands and contracts at a different rate than steel. That differential movement creates stress at the adhesive bond line.
How they compare
- Rubber linings: Fail under repeated thermal cycling. Cracking at flanges and corners is common.
- Explosion clad nickel alloy plate: The clad layer and backing steel have similar coefficients of thermal expansion (CTE). The bond flexes with the metal. No delamination.
In membrane cells running at 85–90 °C, explosion clad linings handle the cycles without any degradation. That is a matter of physics, not marketing.
4. Weldability and Field Fabrication
No lining is perfect if you cannot weld it reliably in the field. Rubber requires careful vulcanizing and curing. Coatings require strict surface prep and humidity control.
Explosion clad plate welding

ASTM B898 na ASTM B575 (for Hastelloy C276) define the acceptance criteria. Qualified welders can produce code-quality joints that pass dye penetrant and UT inspection on the first try.
Ezigbo okwu: Rubber lining field repairs are a pain. They require time, njikwa okpomọkụ, and patience. Explosion clad welding is faster and more reliable.
5. Lifecycle Cost: The 3-Year View
Let’s talk money. We know the upfront cost of explosion clad nickel alloy plate is higher than rubber lining. No doubt. But look at the total cost over three years.
Rubber lining typical costs
- Initial installation: moderate
- Inspection every 6 ọnwa (internal scraper)
- Patching after 18 ọnwa
- Full replacement at 3–4 years
- Production downtime: 5–7 days per repair
Explosion clad nickel alloy lining costs
- Initial installation: higher
- Inspection annually only
- No patching needed for 8–10+ years
- Downtime: minimal
Operators who have switched report that the breakeven point comes at around 24 ọnwa. Mgbe nke ahụ mechara, the clad plate lining is saving money. gbakwunyere, it eliminates the risk of a sudden leak that shuts down the entire cell line.
6. Nnwale NDT: Verifying the Bond
You should not take anyone’s word for bond quality. That is why NDT testing is mandatory for explosion clad plates destined for chlor-alkali service.
What to look for
- Ultrasonic testing (UT): 100% scanning of the clad interface. No unbonded areas larger than 2 inches in any direction.
- Shear strength testing: Minimum shear strength should be at least 140 MPa per ASTM B898.
- Dye penetrant inspection: On the clad surface and weld edges to check for surface defects.
Mgbe ị na-emepụta ihe, demand full NDT documentation. A reputable ASTM composite panel exporter will provide these reports with every plate.
7. Roll Bonding vs. Nkwekọrịta mgbawa: Why Explosion Wins Here
Roll bonding is another method to make clad plates. But for heavy-duty chlor-alkali service, explosion bonding is the better choice.
Key differences
- Cladding thickness: Explosion bonding can deliver thicker cladding layers (5 mm ma ọ bụ karịa). Roll bonding struggles with thick clad layers due to rolling force limits.
- Ike nkekọ: Explosion bonded joints are typically stronger and more ductile at the interface.
- Material combination: Explosion bonding works well for nickel alloys on carbon steel. Roll bonding can introduce intermetallic phases that weaken the joint.
For a cell reactor vessel that sees aggressive chlorine and caustic, we always recommend explosion bonding. It is the proven method for this duty.
Nzọụkwụ gị ọzọ
If you are tired of rubber linings failing, schedule a consultation with a supplier who specializes in explosion clad nickel alloy plate for chlor-alkali cell linings. Ask for case studies. Ask for NDT reports. Ask for a shear test coupon.
We have seen too many plants stick with the old solution because it was familiar. The downtime, the corrosion, the patch jobs — they eat into your bottom line.
Switch to explosion clad. Your cell linings will thank you. Your maintenance crew will thank you. And your P&L will thank you.
Onye na-ebu ihe
Metal Plate 4U bụ onye na-eweta panel metal composite panel zuru ụwa ọnụ ntụkwasị obi & emeputa nwere ahụmahụ dị ukwuu n'inye igwe anaghị agba nchara dị oke elu, nickel alloy, ọla kọpa ígwè, na titanium ígwè mejupụtara efere. Ụlọ ọrụ ahụ na-ebupụ n'ọtụtụ mba, dị ka USA, Canada, Europe, UAE, South Africa, wdg. Dị ka onye na-eduga mgbawa bonded kpuchiri efere onye mmepụta, Metal Plate 4U na-achị ahịa. Ndị otu ọrụ ọkachamara anyị na-enye ngwọta zuru oke iji nyere aka melite arụmọrụ nke ụlọ ọrụ dị iche iche, dị ka arịa nrụgide, ndị na-ekpo ọkụ, ụgbọ mmiri, na nhazi kemịkal, mepụta uru, na mfe ịnagide nsogbu dị iche iche. Ọ bụrụ na ị na-achọ ogwe ihe mejupụtara igwe ma ọ bụ efere bimetal, biko nweere onwe gị ịkpọtụrụ anyị!