




















































































Se Eyi sele si O?
O n wo sẹẹli chlor-alkali ti o ti wa ni isalẹ fun ọjọ mẹta. Iro rọba ti roro. Lẹẹkansi. Awọn atukọ itọju ti nkùn. Awọn gbóògì oluṣakoso n beere nipa isuna akoko aṣerekọja. Ati pe o nṣe iyalẹnu: Njẹ awọ kan wa ti o kan… ṣiṣẹ?

A ti wa nibẹ, pelu. Fun ewadun, awọn oniṣẹ jijakadi pẹlu roba ati ti a bo irin awọn awọ inu awo ilu ati awọn sẹẹli diaphragm. Wọn kuna. Wọn delaminate. Wọn jẹ ki gaasi chlorine kọlu atilẹyin irin. Lẹhinna o ti wa ni patch, rirọpo, ati ọdun owo.
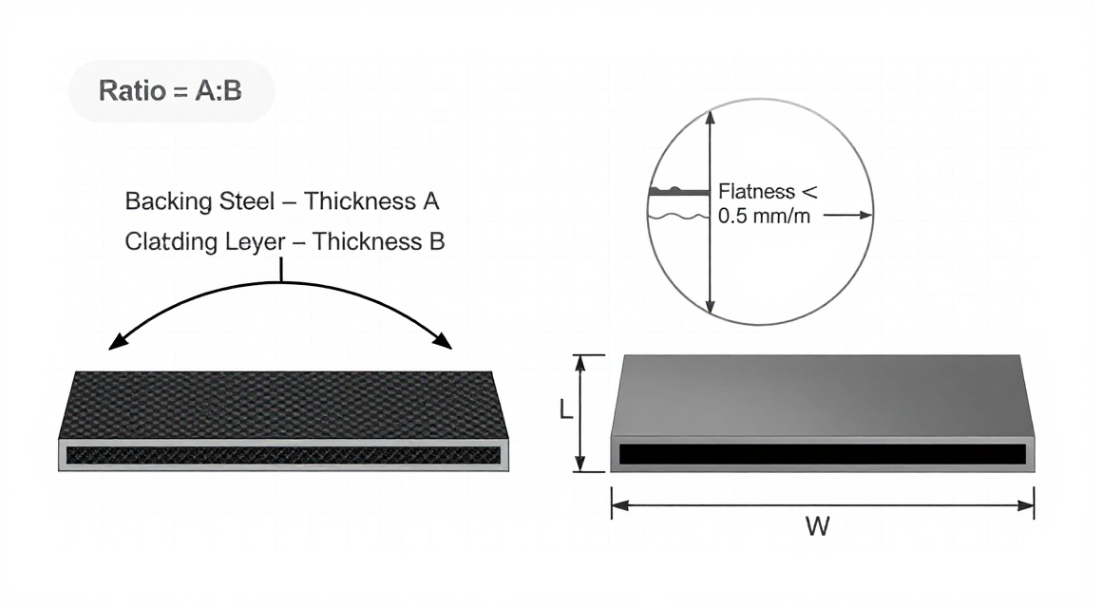
Ibanujẹ yẹn ni idi ti a fi bẹrẹ si pato bugbamu agbada nickel alloy awo fun chlor-alkali cell linings. Nkan yii jẹ lafiwe taara: traditional rubber/coated linings versus explosion bonded nickel alloy clad plate. No fluff. Just what works.
1. Ipata Resistance: The Non-Negotiable
In a chlor-alkali cell, you are dealing with a chemical nightmare. Wet chlorine gas. Gbona, acidic anolyte. Caustic soda at 80–100 °C. Rubber and coatings can only take so much. Once a pinhole forms, awọn ipata race begins.
Rubber and coated linings
- Prone to pinhole corrosion at the interface.
- Limited chemical resistance at elevated temperatures (above 80 °C).
- Blistering from hydrogen permeation in catholyte.
Explosion clad nickel alloy plate
- Solid metallurgically bonded nickel alloy cladding (Inconel 625, Hastelloy C276, Monel 400) directly exposed to process.
- Excellent resistance to chlorine gas attack ati caustic stress corrosion cracking.
- No pinhole pathways — the cladding is dense, wrought metal.
Many users on Reddit’s chemical engineering threads have shared stories: rubber linings that needed full replacement after 18 osu, versus bugbamu clad linings that still looked factory-fresh after 5 years in the same duty.
2. Bond Integrity: The Hidden Failure Mode
Even the best rubber lining is only as good as the glue holding it down. Afikun asiko, temperature swings and chemical wicking at edges destroy the adhesive bond. Then you get gaps. Crevice corrosion underneath. Catastrophic failure.
Bugbamu imora: a different beast
Explosion welding creates a true metallurgical bond — not a glue, not a weld overlay. The nickel alloy and the carbon steel backing (like SA516 Gr.70) fuse at the atomic level. There is no interface gap. No place for brine or chlorine to hide.
Key difference: With explosion clad plate, the bond shear strength typically exceeds 150 MPa (21,750 psi). Rubber linings? They peel at a fraction of that force.
3. Thermal Cycling and Operating Temperatures
Awọn sẹẹli Chlor-alkali ko ṣiṣẹ ni ipo ti o duro. O ni awọn ibẹrẹ, tiipa, ati ilana upsets. Awọn iwọn otutu golifu. Roba gbooro ati awọn adehun ni iwọn ti o yatọ ju irin. Iyipo iyatọ yẹn n ṣẹda wahala ni laini ifaramọ alemora.
Bawo ni wọn ṣe afiwe
- Rubber linings: Ikuna labẹ gigun kẹkẹ gbigbona leralera. Yiya ni awọn flanges ati awọn igun jẹ wọpọ.
- Explosion clad nickel alloy plate: Layer agbada ati irin atilẹyin ni iru awọn iyeida ti imugboroosi gbona (CTE). Awọn mnu flexes pẹlu irin. Ko si delamination.
Ninu awọn sẹẹli awo ti n ṣiṣẹ ni 85-90 °C, bugbamu agbada linings mu awọn iyipo laisi eyikeyi ibaje. Iyẹn jẹ ọrọ ti fisiksi, kii ṣe tita.
4. Weldability ati Field Fabrication
Ko si awọ ti o pe ti o ko ba le weld ni igbẹkẹle ninu aaye naa. Roba nilo iṣọra vulcanizing ati imularada. Awọn ideri nilo igbaradi dada ti o muna ati iṣakoso ọriniinitutu.
Bugbamu agbada awo alurinmorin

ASTM B898 ati ASTM B575 (fun Hastelloy C276) setumo gbigba àwárí mu. Awọn alurinmorin ti o peye le ṣe agbejade awọn isẹpo didara koodu ti o kọja penetrant dye ati ayewo UT ni igbiyanju akọkọ.
Ọrọ gidi: Awọn atunṣe aaye ti o ni rọba jẹ irora. Wọn nilo akoko, otutu iṣakoso, ati sũru. Alurinmorin agbada bugbamu yiyara ati igbẹkẹle diẹ sii.
5. Iye owo igbesi aye: Wiwo Ọdun 3
Jẹ ki a sọrọ owo. A mọ iye owo ti o wa ni iwaju ti bugbamu agbada nickel alloy plate ga ju ikan roba. Ko si tabi-tabi. Ṣugbọn wo iye owo lapapọ fun ọdun mẹta.
Roba ikan aṣoju owo
- Fifi sori akọkọ: dede
- Ayewo gbogbo 6 osu (ti abẹnu scraper)
- Patching lẹhin 18 osu
- Rirọpo kikun ni ọdun 3-4
- Idaduro iṣelọpọ: 5-7 ọjọ fun atunṣe
Bugbamu agbada nickel alloy ibora
- Fifi sori akọkọ: ti o ga
- Ayewo nikan lododun
- Ko si patching nilo fun ọdun 8-10+
- Igba isisiyi: iwonba
Awọn oniṣẹ ti o ti yipada jabo pe aaye breakeven wa ni ayika 24 osu. Lẹhinna, agbada awo ti a fi ọṣọ ti wa ni fifipamọ owo. Ni afikun, o yọkuro ewu ti jijo lojiji ti o tii gbogbo laini sẹẹli duro.
6. Idanwo NDT: Ijẹrisi Bond
O yẹ ki o ko gba ọrọ ẹnikẹni fun didara mnu. Idi niyi Idanwo NDT jẹ dandan fun bugbamu agbada farahan destined fun chlor-alkali iṣẹ.
Kini lati wa
- Idanwo Ultrasonic (UT): 100% Antivirus ti agbada ni wiwo. Ko si awọn agbegbe ti ko ni adehun ti o tobi ju 2 inches ni eyikeyi itọsọna.
- Idanwo agbara rirẹ: Agbara rirẹ kekere yẹ ki o jẹ o kere ju 140 MPa fun ASTM B898.
- Dye penetrant ayewo: Lori awọn agbada dada ati weld egbegbe lati ṣayẹwo fun awọn dada abawọn.
Nigbati orisun, beere ni kikun NDT iwe. Olokiki ASTM olutaja nronu apapo yoo pese awọn iroyin wọnyi pẹlu gbogbo awo.
7. Roll imora vs. Bugbamu imora: Kí nìdí Bugbamu AamiEye Nibi
Isopọmọ eerun jẹ ọna miiran lati ṣe awọn awo ti o wọ. Sugbon fun eru-ojuse chlor-alkali iṣẹ, bugbamu imora ni awọn dara wun.
Iyatọ bọtini
- Cladding sisanra: Bugbamu imora le fi nipon cladding fẹlẹfẹlẹ (5 mm tabi diẹ ẹ sii). Isopọmọra eerun n gbiyanju pẹlu awọn ipele ti o nipọn nitori awọn opin agbara yiyi.
- Bond agbara: Bugbamu iwe adehun isẹpo wa ni ojo melo ni okun sii ati siwaju sii ductile ni wiwo.
- Apapo ohun elo: Bugbamu imora ṣiṣẹ daradara fun nickel alloys lori erogba, irin. Isopọ yipo le ṣafihan awọn ipele intermetallic ti o ṣe irẹwẹsi apapọ.
Fun ohun elo riakito sẹẹli ti o rii chlorine ibinu ati caustic, a nigbagbogbo so bugbamu imora. O jẹ ọna ti a fihan fun iṣẹ yii.
Rẹ Next Igbesẹ
Ti o ba rẹwẹsi ti awọn ideri roba ti kuna, seto ijumọsọrọ pẹlu olupese ti o amọja ni bugbamu agbada nickel alloy awo fun chlor-alkali cell linings. Beere fun awọn iwadi ọran. Beere fun awọn iroyin NDT. Beere fun kupọọnu idanwo rirẹ.
A ti rii ọpọlọpọ awọn eweko duro pẹlu ojutu atijọ nitori pe o faramọ. Awọn downtime, awọn ipata, awọn iṣẹ alemo - wọn jẹun sinu laini isalẹ rẹ.
Yipada si bugbamu agbada. Awọn ila sẹẹli rẹ yoo dupẹ lọwọ rẹ. Awọn oṣiṣẹ itọju rẹ yoo dupẹ lọwọ rẹ. Ati pe P&L yoo dupẹ lọwọ rẹ.
Olupese
Metal Plate 4U jẹ olutaja nronu apapo irin agbaye ti o ni igbẹkẹle & olupese pẹlu iriri nla ni ipese irin alagbara, irin alagbara to gaju, nickel alloy, Ejò irin, ati titanium irin apapo farahan. Ile-iṣẹ okeere si ọpọlọpọ awọn orilẹ-ede, bii USA, Canada, Yuroopu, UAE, gusu Afrika, ati be be lo. Bi awọn kan asiwaju bugbamu iwe adehun agbada awo Olùgbéejáde, Irin Awo 4U jẹ gaba lori ọja naa. Ẹgbẹ iṣẹ alamọdaju wa n pese awọn solusan pipe lati ṣe iranlọwọ mu ilọsiwaju ti awọn ile-iṣẹ lọpọlọpọ, gẹgẹbi awọn ohun elo titẹ, ooru exchangers, oko oju omi, ati kemikali processing, ṣẹda iye, ati irọrun koju pẹlu ọpọlọpọ awọn italaya. Ti o ba n wa awọn panẹli akojọpọ irin tabi awọn awo bimetal agbada, jọwọ lero free lati kan si wa!